
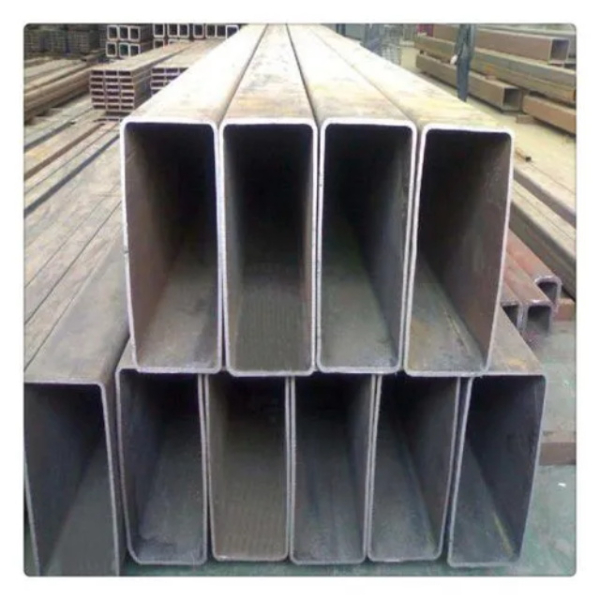
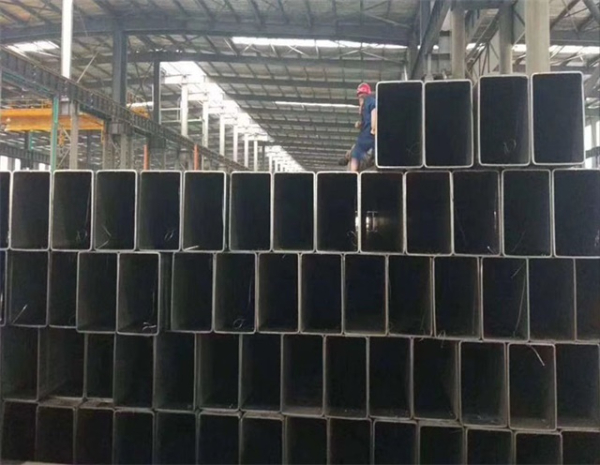

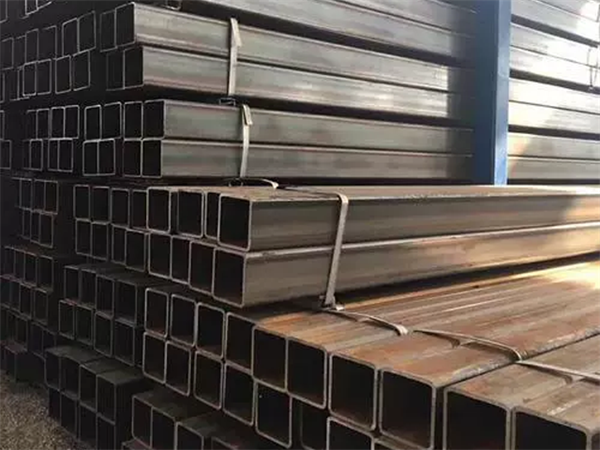
20#方管是如何焊接成型
20#方管在成型,焊接,冷却等经过一系列的处理之后,还需要进行锯断。在这个环节中,工艺备尺的长短,直接影响成品20#方管的质量及销售,所以备尺长度要控制在±5毫米之间。不仅如此,在实际操作中,工作人员还必须要严格按照以下规程进行操作:
首先是给控制柜送电,然后闭合控制柜中的各个自动开关,同时闭合操作台电源开关,微机起动。接下来还应闭合卸荷启动按钮,将司服电源柜的内外控钮转到外接位置,调向钮搬至定向位置。然后按下步进电源启动按钮和锯片电机启动按钮,使其启动工作。此时微机显示屏出现关于20#方管锯断的操作菜单提示,工作人员可按其进行手动、模拟、自动及设定等工具。
在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。20#方管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。
如果需要使其保持自动运行,那么应当按下小键盘上的启动键,飞锯机即自动反复运行。接下来按停车键,停止工作的程序,将使飞锯小车锯切20#方管工作完毕,再返回零位才不动,如果要改换工具,按动小键盘的复位键,即使微机显示屏出现主菜单,并按键选择工具和更改设定参数。
需要注意的是,如果20#方管机组需要停止较长的时间,那么应当先关闭步进电源,锯片电机停转,这就节约了能源。同时还要经常检查测速光电编码的工作脉冲质量,防止撞击编码器或使其浸水。根据20#方管的不同规格,及时调整平头刀的位置及修磨形状,平头后的钢管端面应光滑平整,达到工艺要求。
